1. Kaynak alanının boru üzerinde işaretlenmesi ve oksitli yüzeyin temizlenmesi:
Kaynak Alanı: Taping Te’lerde kaynak alanı, taping tenin üst kısmında tel sargının bulunduğu alandır. Boru yüzeyindeki oksitli tabakayı kazımadan önce kaynak alanını boru üzerine işaretleyin (Fig. 1)
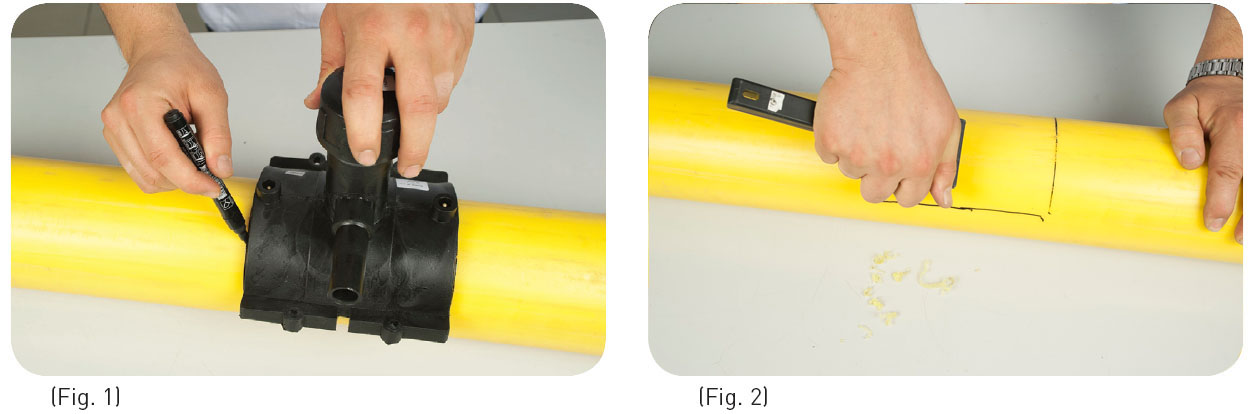
Daha sonra bir kazıyıcı ile oksitli tabakayı boru üzerinden tamamen kazıyın (Fig.2). Oksitli tabakanın tamamen kazınmaması bağlantıda sızıntılar oluşmasına yol açabilir. Kazıma işlemi kaynak işleminin hemen öncesinde yapılmalıdır.

Oksitli tabakanın tamamen ortadan kalkması için borunun üzerindeki işaret silinecek ve talaş oluşacak kadar kazınması gerekmektedir. Kazınmış yüzey toz, kir ve istenmeyen hava şartlarına karşı korunmalıdır.
2. Temizleme:
Kaynak yapılacak boru ve fitingin yüzeyleri temiz olmalı, yüzey üzerinde yağ, kir, vs. olmamalıdır. Kaynak işlemine başlamadan önce, fitingin iç, borunun dış yüzeyini uygun bir temizleme maddesi ile temizleyin. Temizleme maddesi olarak izopropil alkol kullanılabilir (Alkol içeriği hacimce %96’dan az olmamalıdır). Temizleme maddesini beyaz ve emici özelliğe sahip bir kağıt veya parçacık bırakmayan bir bez üzerine dökerek kullanın. (Fig.3)
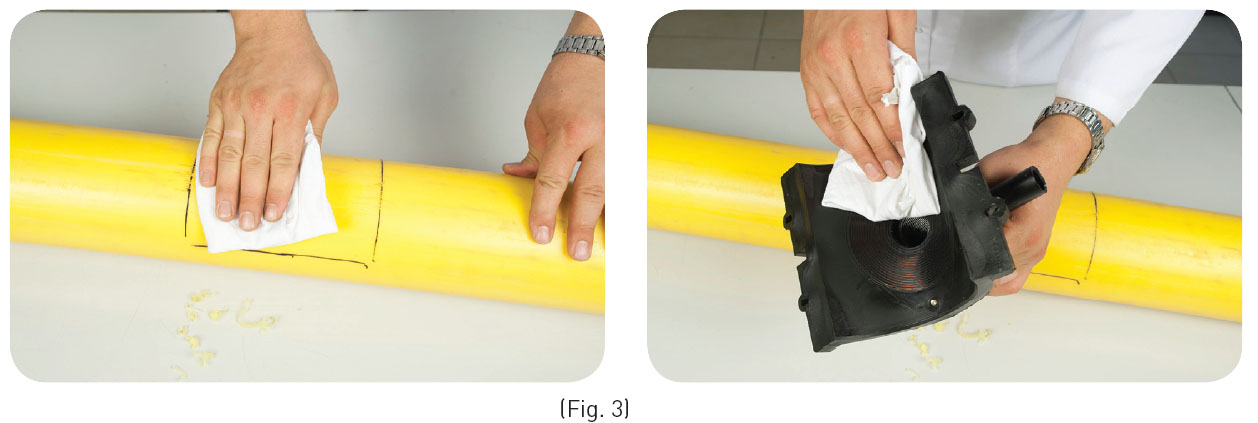
Temizlenmiş yüzeyleri kirden ve istenmeyen hava şartlarından uzak tutmaya özen gösterin.
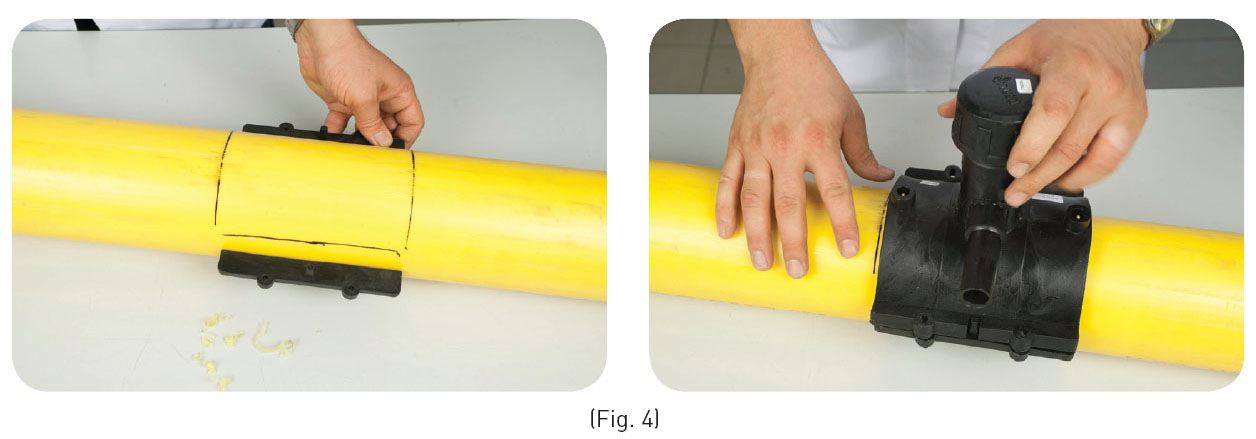
3. Birleştirme:
Fitingi hazırlanan borunun üzerine doğru pozisyonda yerleştirin ve dört vidayı sırasıyla bir tornavida yardımıyla sıkın. (Fig.4)
4. Kaynak işleminin yapılması:
Montaj talimatları adım adım izlenmiş ve her hangi bir problem yok ise kaynak işlemi universal bir EF kaynak makinası kullanılarak yapılabilir. Bunun için, kaynak bilgilerinin manuel olarak veya barkod okuyucu yardımıyla kaynak makinasına girilmesi gerekmektedir. (Fig.5)

Universal bir kaynak makinası kullanın. Kaynak işlemi esnasında her hangi bir hata oluşur ise eriyen PE malzeme etrafa sıçrayabilir. Bu nedenle güvenlik açısından, kaynak işlemi esnasında en az 1 m uzakta durmaya dikkat edin. Taping Te branşmanını delmeden önce soğuma süreleri beklenmelidir. Soğuma süreleri Taping Te üzerindeki barkod etiketlerinde mevcuttur.
5. Ana boruyu delmeden kaynağın test edilmesi:
Ana boru delinmeden önce servis te kaynağının kontrolü yapılmalıdır. Bunun için servis hattının bağlanması gerekir (Fig. 6)

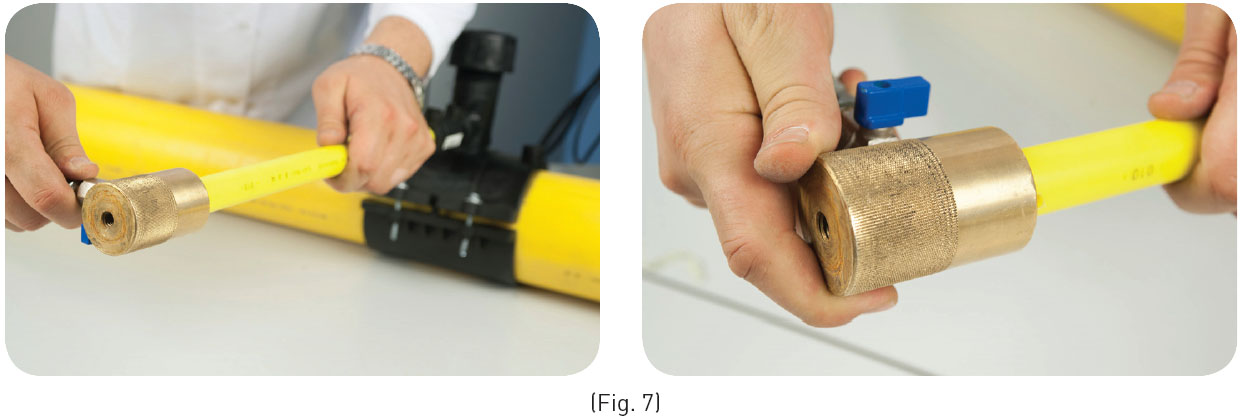
Test düzeneğinin bağlantı parçasını servis borusu ucuna bağlayın (Fig. 7)
Test basıncı uygulayın ve kaynakta sızdırma olup olmadığını kontrol edin. (Fig. 8)

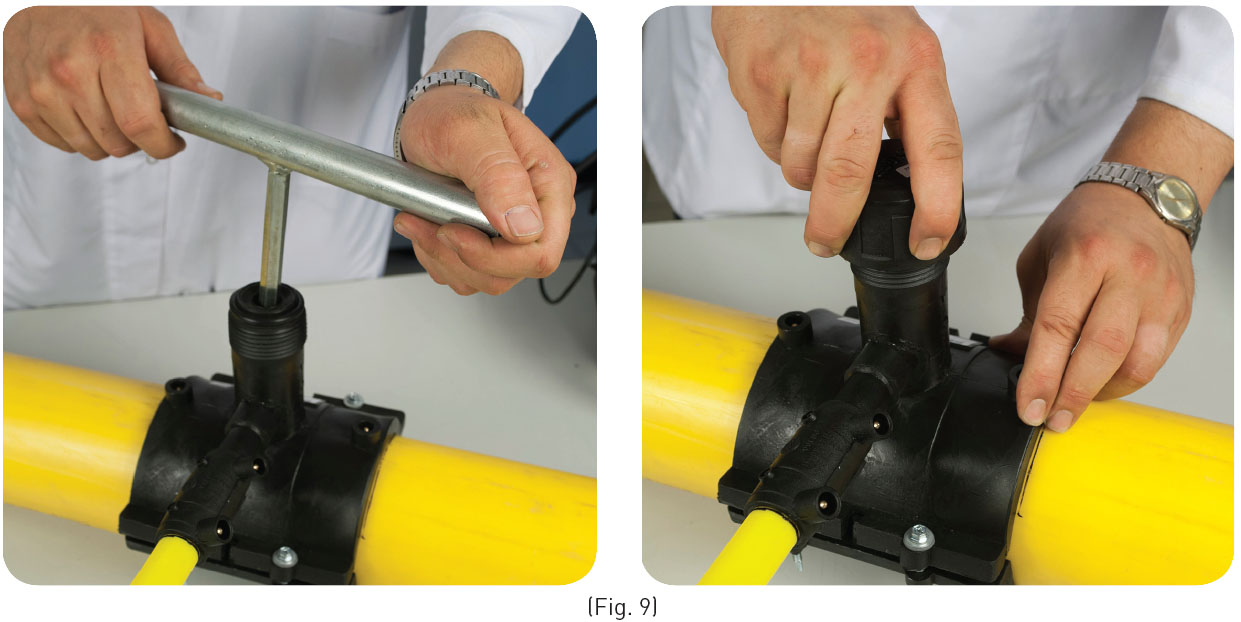
6. Branşmanın delinmesi:
Kaynak işlemi tamamlandıktan ve soğuma süresi beklendikten sonra branşman kapağını çıkartın ve dikkatli bir şekilde kirlenmeyecek bir yere koyun. Daha sonra alyan anahtarı yardımıyla branşman içindeki deliciyi çevirmeye başlayın. Delme işlemi tamamlandıktan sonra deliciyi yukarı çekerek ilk pozisyonuna getirin. Daha sonra kapağı sıkıca kapatın. (Fig. 9)